
All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
(5770 produtos disponíveis)






















Classificadores ópticos de alimentos são máquinas que utilizam tecnologias baseadas em luz e câmeras de alta resolução para examinar as características dos produtos alimentares.
Os classificadores ópticos estão disponíveis com diversas especificações dependendo das aplicações. Algumas especificações comuns incluem o tipo de câmera usada, a velocidade do classificador, a faixa de itens que ele pode manusear, os tipos de imperfeições ou qualidades detectáveis e as capacidades do sistema de classificação.
Frequência e método de manutenção para classificadores ópticos
Os classificadores ópticos precisam de uma quantidade muito mínima de manutenção, o que é o maior benefício da aplicação na indústria de alimentos, pois reduz o tempo necessário para a manutenção do classificador e aumenta a produtividade.
Diariamente
Semanalmente
Mensalmente
Os classificadores ópticos têm uma variedade de aplicações em várias indústrias. Aqui está uma breve visão geral de algumas dessas aplicações:
Indústria de alimentos
Os classificadores ópticos de alimentos são populares no setor culinário, onde são usados para classificar diferentes tipos de alimentos, incluindo grãos, frutas, frutos do mar, nozes, vegetais, carne e lanches. Eles ajudam na remoção rápida e precisa de impurezas, objetos estranhos, produtos estragados ou defeituosos, e na classificação de qualidade, garantindo a segurança alimentar e a satisfação do consumidor. No setor de processamento de grãos, por exemplo, eles são usados para classificação óptica de arroz. Aplicações semelhantes também são suficientes para outros tipos de grãos.
Indústria de reciclagem
Os classificadores ópticos são fundamentais para as operações do setor de reciclagem. Eles distinguem entre vários tipos de materiais, como papéis, plásticos, vidros, metais e resíduos eletrônicos, garantindo que os componentes recicláveis sejam separados corretamente e enviados para as instalações de processamento adequadas. Os classificadores ópticos promovem a eficiência da reciclagem e ajudam a reduzir o lixo e a deterioração ambiental, minimizando a contaminação.
Indústria mineira
O setor de mineração emprega classificadores ópticos extensivamente para separar minerais valiosos e minérios de impurezas e materiais residuais. Cor, refletância e características químicas estão entre as características que as tecnologias de classificação óptica avaliam para melhorar as taxas de recuperação de minerais, reduzir os custos de processamento e melhorar a gestão das minas.
Indústria agrícola
Os classificadores ópticos são extremamente úteis na agricultura para selecionar e classificar culturas de acordo com o tamanho, a forma, a cor e a qualidade. Frutas, vegetais, nozes e sementes, entre outros produtos agrícolas, são classificados adequadamente. A classificação óptica garante uniformidade, aumenta a comercialização e maximiza a produção da fazenda.
Indústria química
Os classificadores ópticos ajudam a indústria química a separar vários compostos e componentes químicos. Eles podem ser usados para classificar plásticos com base em suas composições químicas, garantindo a reciclagem e o processamento adequados.
Indústria têxtil
Os classificadores ópticos também podem ser usados para remover impurezas e classificar materiais no setor têxtil, como fibras naturais e sintéticas. Eles contribuem para a fabricação de produtos têxteis de alta qualidade e reduzem a produção de materiais desperdiçados na indústria.
Indústria de semicondutores
Os classificadores ópticos são usados no setor de semicondutores para classificar e categorizar componentes eletrônicos, circuitos e chips. Eles garantem a precisão e a confiabilidade dos produtos eletrônicos, auxiliando na detecção e remoção de falhas.
Indústria florestal
Os classificadores ópticos são amplamente empregados na indústria florestal para classificação e separação de madeira. Eles examinam as características da madeira, como cor e textura, para classificar várias qualidades e tipos de madeira para uso na fabricação e construção.
Finalmente, é fundamental reconhecer que as áreas de uso dos classificadores ópticos não se limitam aos setores mencionados acima. Em uma variedade de negócios, as tecnologias de classificação óptica têm um grande potencial de aplicação, melhorando a qualidade do produto, a eficiência da produção e a sustentabilidade ambiental.
Escolher o classificador certo pode ter um impacto significativo na eficiência e na lucratividade da linha de produção. Aqui estão alguns fatores a considerar ao comprar uma máquina de classificação óptica:
Entenda as necessidades específicas:
Conhecer os requisitos precisos facilitará a escolha de um classificador óptico adequado. Os tipos de materiais a serem classificados, o tamanho e a capacidade da linha de produção, o nível desejado de precisão de classificação e o orçamento disponível são todos fatores essenciais a considerar.
Escolha a tecnologia de classificação apropriada:
Como mencionado, vários tipos de classificadores ópticos estão disponíveis, cada um com suas vantagens e limitações. Compare as opções disponíveis e escolha o classificador mais adequado com base nas necessidades e restrições específicas.
Preste atenção à eficácia da classificação:
Nem todos os classificadores ópticos são criados iguais quando se trata de precisão e eficiência de classificação. Alguns modelos se saem melhor do que outros em tarefas específicas de classificação. Pesquisa e avaliação são essenciais. Considere fatores como o tamanho dos itens sendo classificados, o grau de contaminação no material de alimentação e a pureza e o rendimento desejados.
Considere a integração com a linha de produção existente:
Um classificador óptico só será tão eficaz quanto sua integração no processo de produção existente. Avalie como o classificador escolhido se encaixará no fluxo de trabalho atual em termos de fluxo de itens, requisitos de classificação e instalações coletoras para a saída classificada.
Pense em manutenção e suporte:
Um classificador óptico precisará de cuidados e atenção periódicos para funcionar de forma otimizada a longo prazo. Considere o design do classificador para facilitar a manutenção e a disponibilidade de suporte de serviço mundial. Pense no treinamento necessário para a equipe de manutenção interna e verifique a documentação do classificador e as capacidades de suporte remoto.
P1. Como os produtos bons são preservados após passarem pelo classificador óptico?
Os itens ejetados são geralmente separados dos produtos bons em uma esteira transportadora. O classificador óptico também pode ser combinado com uma rip and coletiva após a classificação para evitar contaminação e separar ainda mais os materiais indesejáveis.
P2 O que acontece com os itens rejeitados depois que o classificador óptico termina a classificação?
Os itens rejeitados podem ser processados ainda mais, dependendo do material. Eles podem ser reciclados, e os itens alimentícios podem ser usados como ração animal ou jogados em aterros sanitários se não houver mais processamento possível.
P3 Os classificadores ópticos são usados para itens não alimentícios?
Sim. Os classificadores ópticos são usados na indústria têxtil para separar materiais indesejáveis em esteiras transportadoras durante a classificação de resíduos sólidos municipais. A tecnologia de classificação empregada pode variar de acordo com o material sendo classificado e o nível desejado de separação.
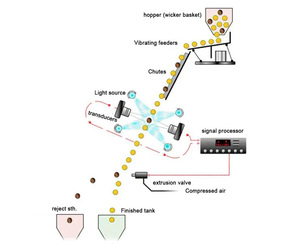
P4. Qual é o principal componente de trabalho de um classificador óptico?
O principal componente é uma câmera ou sistema de imagem que pode identificar objetos de acordo com suas cores, tamanhos e outros atributos. Vários sistemas de iluminação também são usados para iluminar os objetos sendo classificados.
















