









 NEWKer 5 Eixo Ou Eixos CNC Kit Controlador CNC Eixo 3 4 Semelhante Com Controlador CNC GSK PLC Programa de Macro
NEWKer 5 Eixo Ou Eixos CNC Kit Controlador CNC Eixo 3 4 Semelhante Com Controlador CNC GSK PLC Programa de Macro
| Quantidade (Conjuntos) | 1 - 1 | > 1 |
| Tempo estimado (dias) | 5 | Negociável |






|
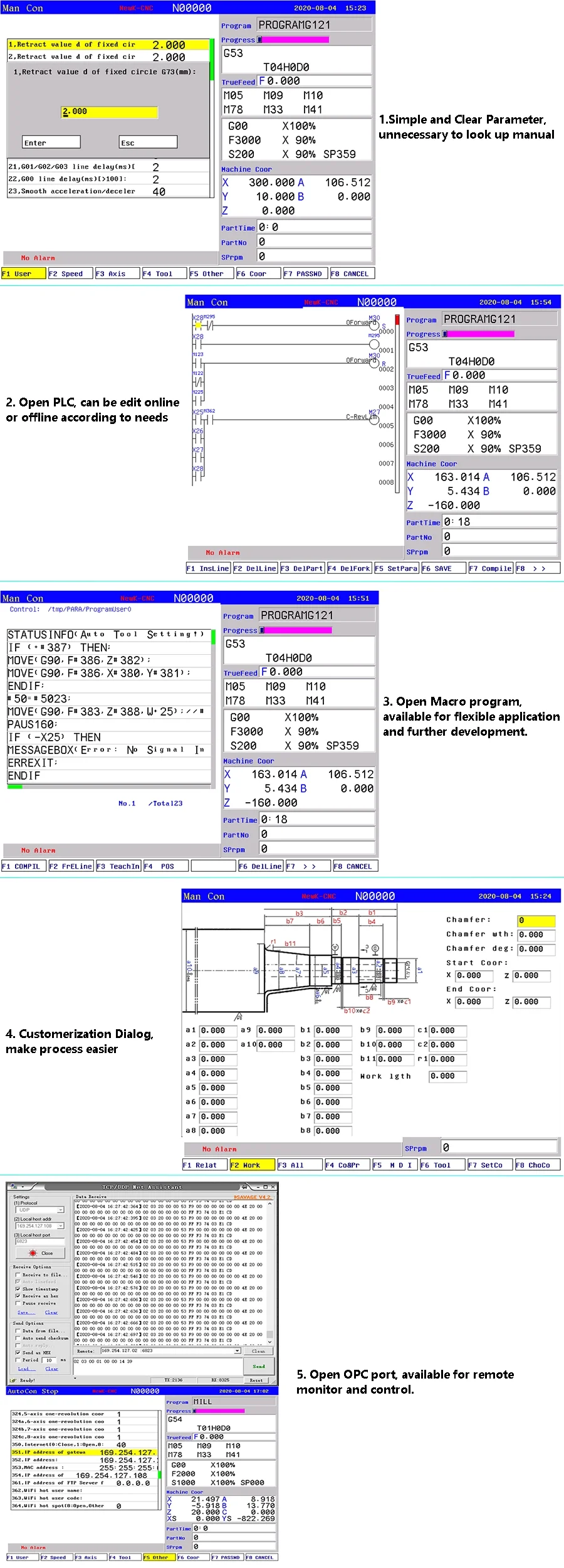
Detalhes do parâmetro
|
||||||
|
Função do sistema
|
O código G mostra
|
|||||
|
Número de eixo de controle
|
3 ~ 8(X,Y,Z,A,B,C,Xs,Ys)
|
Localize rapidamente:
|
G00
|
|||
|
A menor programação:
|
0,001mm
|
Interpolação de linha reta
|
G01
|
|||
|
A programação mais:
|
± 99999.999mm
|
Interpolação do arco:
|
G02/03
|
|||
|
Velocidade de alimentação:
|
0,001 ~ 30 m/min
|
Fio cortado:
|
G32
|
|||
|
Manual contínuo:
|
Um eixo ou eixo múltiplo ao mesmo tempo
|
Ciclo de cortar o cyliner ou o cone:
|
G90
|
|||
|
Linha interpolação:
|
Linha reta, arco, interpolação da linha de parafuso
|
Ciclo de cortar a face final:
|
G94
|
|||
|
Compensação do cortador:
|
VComprimento do compansation, nariz da ferramenta de compensação
|
Ciclo de linha de corte
|
G92
|
|||
|
Entrada de compensação do cortador:
|
Tente cortar o modo de entrada de medição
|
Ciclo fixo de bater
|
G93
|
|||
|
Função do fuso:
|
Engrenagem, controle analógico duplo, batida rígida
|
Ciclo de corte áspero no excircle
|
G71
|
|||
|
Função do volante:
|
Painel de mão
|
Ciclo de corte áspero na face final:
|
G72
|
|||
|
Processamento de volante:
|
A função de processamento do volante
|
Ciclo de corte fechado
|
G73
|
|||
|
Proteção da tela:
|
A função de proteção da tela
|
Ciclo de perfuração de furo profundo na face final
|
G74
|
|||
|
Função de comunicação:
|
RS232, interface USB
|
Ciclo de ranhura de corte com diâmetro externo
|
G75
|
|||
|
Função de compensação:
|
Compensação de ferramenta, compensação de espaço, compensação de passo de parafuso, compensação de raio
|
Ciclo de corte de fio composto
|
G76
|
|||
|
Editar programa:
|
Metric/Imperial, linha reta, fio cônico e assim por diante
|
Ciclo do programa
|
G22,G800
|
|||
|
Função pré-read:
|
Pré-reler 10.000 linhas retas curtas
|
Sistema de coordenadas locais:
|
G52
|
|||
|
Função de posição limite
|
Limite rígido, limite macio
|
Detectar a instrução de pular
|
G31,G311
|
|||
|
Proteção de senha:
|
Proteção de senha multinível
|
Coordenada do poste
|
G15,G16
|
|||
|
Entrada/saída:
|
I/O 56*24
|
Programa métrico/imperial:
|
G20,G21
|
|||
|
Programa PLC:
|
Todo o design PLC aberto
|
Definir coordenada, offset
|
G184,G185
|
|||
|
Controle de aceleração e desaceleração:
|
Linha reta, índice
|
Sistema de coordenadas da peça de trabalho:
|
G54 ~ G59
|
|||
|
Número de codificador:
|
Qualquer configuração
|
Raio C da ferramenta
|
G40,G41,G42
|
|||
|
Programa macro do usuário:
|
Ter
|
Localização precisa/processo de caminho contínuo:
|
G60/G64
|
|||
|
Função elétrica da engrenagem:
|
Have
|
Corte linear constante:
|
G96/G97
|
|||
|
Subpainel
|
Um tipo com volante; tipo B com interruptor de banda; tipo C com ambos A e B, tipo E
|
Modo de alimentação:
|
G98,G99
|
|||
|
Aplicação:
|
VMC, moagem, máquina especial
|
Apoiando o ponto de partida do programa:
|
G26
|
|||
|
Função de descanso da ferramenta:
|
Row tool rest, elétrico também post 99 knife
|
Apoiando para o ponto fixo:
|
G25,G61,G60
|
|||
|
Apoiando o ponto de referência:
|
G28
|
|||||
|
Programa Macro:
|
G65,G66,G67
|
|||||
|
Função auxiliar:
|
S, M, T
|
|||||







Receba 10% de volta, caso o seu pedido chegue depois do prazo de entrega.

Cada pagamento que você fizer no Cooig.com é protegido com a rigorosa criptografia SSL e protocolos de proteção de dados PCI DSS

Solicite um reembolso, se o seu pedido não for enviado, estiver perdido ou chegar com problemas

Acesso à cobertura gratuita de substituição e reparo de peças
