Princípio 1.Product
Ponto de localização de tecnologia
A produção e aplicação de concreto aerado tem mais de 40 anos de história na China. Visualização do ponto de tecnologia, alta
Os produtos de qualidade podem usar a tecnologia especial da pasta da areia de 3mm, para encontrar os pedidos da construção e as metas de poupança de energia de 50%. (Quando
Abaixo de 3mm, tome o coeficiente de transmissão de aquecimento da parede como 1, quando o slot de concreto se torna mais de 3mm, leve a transmissão de aquecimento da parede
Coeficiente como 1,5). Com base na história do desenvolvimento de concreto aerado, apenas produtos de alta qualidade podem trazer um próspero
Mercado. Assim, este esquema projetado de acordo com a GB11968-2006 padrão da China.
2. capacidade
O produto é bloco de concreto aerado. A capacidade é de 150.000 m & sup3; /ano. O primeiro período pode ser colocado de acordo com
100.000 m & sup3;/ano. Considerar os requisitos do cliente, faça reserva para materiais do painel.
Especificação 3.Production
De acordo com GB11968-2006 grau padrão 0407.
Especificações gerais do bloco de concreto aerado
Comprimento (mm) 600
Altura (mm) 200/250/300
Largura (mm)60/120/180/240 (aumento de 60)
Largura (mm)75/100/125/150 (aumento de 25)
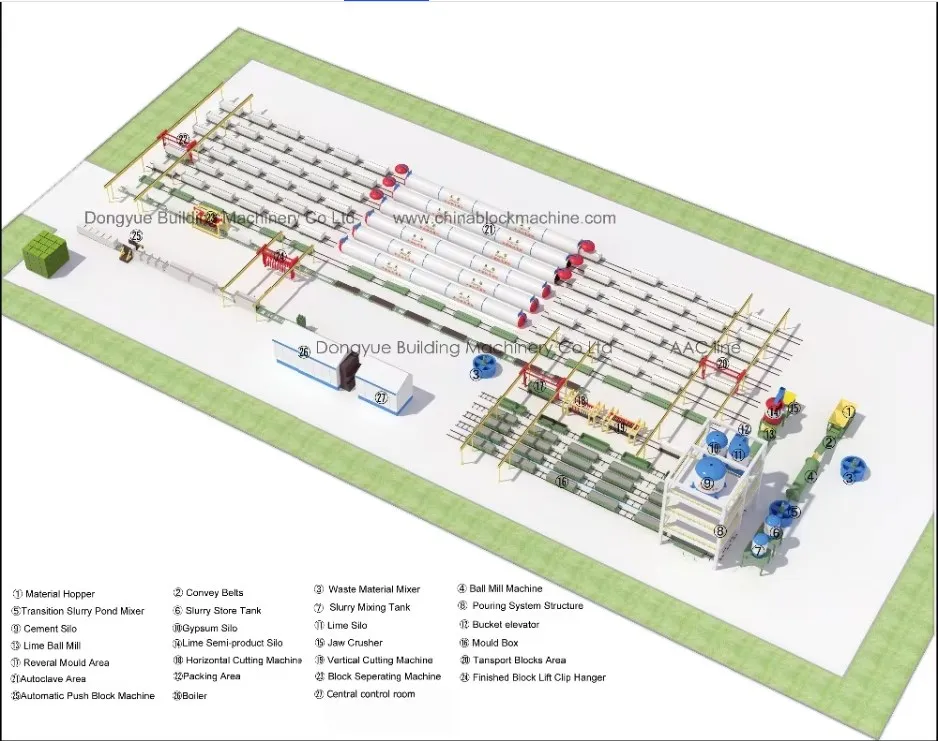
4. Resumo técnico
1) armazenamento de matérias-primas e processo
Pó de cinzas volantes e gesso
Pó de cinzas volantes (atencioso para materiais secos e úmidos), gesso de fosfato e pasta de resíduos são misturados de acordo com um
Proporção fixa, e armazenar a pasta misturada para 50 m & sup3; recipiente de armazenamento. Para bombear a pasta misturada pela bomba da pasta à mistura da pasta
Tanque.
2) Cal calcinado
Numerosamente, a cal é transportada para a fábrica por um caminhão basculante e descarregada para o galpão de material de cal. Em seguida, é enviado para o pêndulo composto
Britador de mandíbula para quebrar após estimativa manual, e é enviado para o recipiente de cabeça de cal por elevador de balde depois de ser quebrado. O
A cal é enviada para o moinho de alta pressão pela máquina de alimentação do fundo do compartimento para pulverizar. A cal pulverizada enviada para o elevador da caçamba por
Transportadores de hélice de saída de moinho e, em seguida, é enviado por elevador de balde para o recipiente de pó de cal no edifício de dosagem para mais
Usar.
3) Cimento
O cimento é transportado para a fábrica por um tanque de entrega de cimento a granel e bombeado diretamente para o recipiente de pó de cal no
Construção de dosagem para uso posterior.
4) Pasta de alumínio
A pasta de alumínio saqueada é comprada em outros lugares do país e armazenada no depósito de pasta de alumínio. Use elétrico
Bloco suspendê-lo para o 2 ° andar do edifício de dosagem e colocá-lo no liquidificador de pasta de alumínio após a estimativa ser feita. Então
Será mexido em suspensão para uso.
5) Aditivos
Os aditivos são trazidos pelo fabricante especificado e armazenados em sacos de acordo com a quantidade de material.
6) material de sucata, chorume de resíduos
Material de sucata cortado pela linha plana de corte, cai na calha inferior, lavado pela água na piscina de lama de resíduos no
A parte inferior da máquina de corte, e é bombeada ao tanque de armazenamento da pasta waste pela bomba de lama vertical. Quando atinge um certo
Concentração, polpa em conjunto com cinzas volantes e ajustar a proporção. Finalmente, coloque-o no tanque de armazenamento de chorume para uso.
Magnesita (durante a produção de material em folha) Magnesita é material em pó saqueado e é entregue por elevador de balde ou força para
Recipiente de pó para uso. Este armazém é usado para armazenar cal em pó sem produzir material em folha.
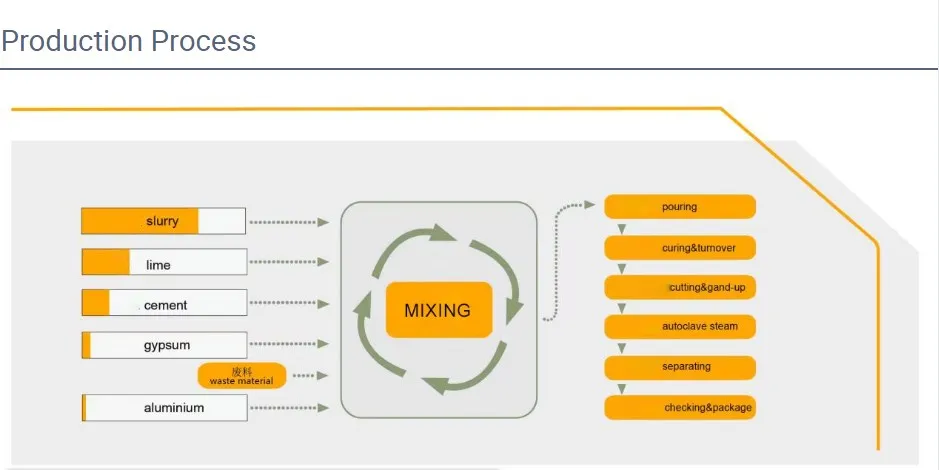
7) Dosagem, mexendo, derramando
Quando a válvula do fundo do tanque de armazenamento de chorume é aberta, a pasta é colocada no equilíbrio de medição de chorume do edifício de dosagem
Para medir. Quando o peso da pasta atinge os requisitos de dosagem, a válvula de despejo é fechada pelo sistema automático e dumping
Está parado. A pasta medida é colocada no liquidificador de derramamento diretamente.
Cimento e cal são entregues em equilíbrio eletrônico de medição de pó por máquina de solenóide único na parte inferior do
Armazém, e em seguida são enviados para derramar liquidificador por máquina de transporte de hélice após medição cumulativa.
O pó de alumínio é colocado no liquidificador de pó de alumínio depois de medido pelo dispositivo de medição específico. É feito em suspensão
E isso é feito uma vez por molde.
A ordem de alimentação é: cinzas volantes e gesso, aditivo, cimento, cal, suspensão em pó de alumínio.
Antes de derramar, a temperatura da pasta deve atingir a dos requisitos tecnológicos. Enquanto derramando, o molde é entregue
Bem embaixo do liquidificador de transporte, e o braço do unloder na parte inferior do liquidificador de derramamento cai, derrama e grua
Gradualmente através do cilindro à medida que o nível de material sobe. Após o derramamento, o molde é movido na sala de manutenção para ficar parado e
Manter primeiro.
8) Corte e agrupamento
Enquanto atinge a intensidade de corte durante a estadia, o molde é balançado e virado para o larry especial da máquina de corte pelo
Capotar o cabide do guindaste de deslocamento da linha plana de corte (10t), em seguida, descarregar o molde e fazer o tarugo ficar de um lado. O
O corte do tarugo é completado por mecanismos de corte e corte transversal.
O tarugo já cortado junto com a placa lateral é balançado para endurecer o carro antes da autoclave por cabide intermediário de
Carregando a sobrecarga antes da autoclave (5t), com dois moldes empilhados em um carro. Os carros de endurecimento bem empilhados, sendo calados por
Um molinete de ação lenta, são organizados em grupos na estrada de bonde em frente à autoclave.
9) Manutenção de vapor de alta pressão e produto acabado. Os tarugos bem agrupados são puxados na autoclave e mantidos com
O vapor saturado, com cerca de 12 horas mantendo o tempo sob pressão de 1,2 MPa. Artigos fabricados, já mantidos por
Vapor de alta pressão, são puxados para fora da autoclave, e então os produtos acabados são balançados por cabide acabado de elétrico
Garrafa (5t) da autoclave para veículos de transporte ou carros que os transportarão para o pátio de armazenamento.
10) retorno da placa lateral, montagem do molde e lubrificação
Com a asa dos artigos concluídos, a placa lateral do carro de endurecimento junto com o próprio carro retorna no
Linha de retorno por meio de ônibus. Dollies são balançados na estrada de bonde na frente da autoclave carregando o guindaste (5t), esperando
Para agrupamento de quintal. A placa lateral é devolvida ao rolo de mesa (esquema um) ou ao quadro da placa lateral (esquema dois) e ao molde
A montagem dele com grade de matriz é feita por guindaste de deslocamento de capotamento (10t). Os moldes são virados e balançados para moldar a linha de retorno
Por este guindaste de viagem para limpar e lubrificar e, em seguida, para derramar circularmente.